Tolerance Limits for Different Magnet Processes
Introduction
Magnetic materials are widely used in various applications, from motors and sensors to medical devices. The manufacturing and machining processes of magnets, such as bonding and sintering, each have specific accuracy and tolerance requirements. These tolerance limits are crucial to ensure the magnets meet the performance specifications required for their intended applications.
Tolerance Limits for Sintering and Bonding
1. Bonded Magnets
Bonded magnets are produced by mixing the magnetic powder with a polymer binder and then shaping the mixture through processes such as compression molding, injection molding, or extrusion. The final product is a magnet that is generally less dense and has lower magnetic properties than sintered magnets but offers greater flexibility in shape and size.
- Injection Molding: This process allows for high precision in complex shapes, with typical tolerances ranging from ±0.05 mm to ±0.1 mm. Injection molding is suitable for producing intricate geometries with tight tolerances.
- Compression Molding: Slightly less precise than injection molding, with typical tolerances of ±0.1 mm to ±0.2 mm. This method is used for producing larger, simpler shapes.
- Extrusion: Offers moderate precision, with tolerances typically in the range of ±0.1 mm to ±0.3 mm, depending on the complexity of the profile and material properties.
Yet, bonded magnets can be machined to tighter tolerances than sintered magnets because of their softer material properties. Also, post-processing, such as grinding or cutting, can further refine tolerances, but may slightly affect magnetic properties due to heating or material removal.
2. Sintered Magnets
Sintered magnets, such as Neodymium Iron Boron (NdFeB), Samarium Cobalt (SmCo), and Ferrite (Ceramic) magnets, are manufactured by compressing magnetic powder into a shape and then sintering it at high temperatures. Sintered magnets offer higher magnetic performance but are more brittle and challenging to machine.
- Surface Grinding: Sintered magnets often require surface grinding to achieve precise dimensions and surface finishes. Tolerances are typically in the range of ±0.02 mm to ±0.05 mm, depending on the magnet material and size.
- Wire EDM (Electrical Discharge Machining): For complex shapes and tighter tolerances, wire EDM can achieve tolerances as tight as ±0.01 mm to ±0.02 mm. This process is particularly useful for creating intricate profiles in brittle sintered magnets.
- CNC Machining: Offers good precision for sintered magnets, with tolerances generally in the range of ±0.05 mm to ±0.1 mm, though this can vary depending on the material's brittleness.
Remember sintered magnets are more challenging to machine due to their brittleness, especially for NdFeB and SmCo materials. Special care is required to prevent chipping or cracking.
Tolerance Limits for Different Magnet Types
--Neodymium Iron Boron (NdFeB):
- Sintered NdFeB: Typical tolerances after grinding or machining are ±0.02 mm to ±0.05 mm. Due to its brittleness, NdFeB requires careful handling during machining.
- Bonded NdFeB: Tolerances range from ±0.05 mm to ±0.1 mm, with higher flexibility in shaping but lower magnetic performance.
--Samarium Cobalt (SmCo):
- Sintered SmCo: Achievable tolerances are similar to NdFeB, around ±0.02 mm to ±0.05 mm. SmCo is also brittle, necessitating careful machining to avoid damage.
- Bonded SmCo: Offers slightly looser tolerances than bonded NdFeB, typically around ±0.1 mm, but with better thermal stability.
--Ferrite (Ceramic) Magnets:
- Sintered Ferrite: Tolerances are generally looser due to the lower cost and mechanical properties, typically around ±0.1 mm to ±0.2 mm after grinding.
- Bonded Ferrite: Offers greater flexibility in shape with typical tolerances of ±0.1 mm to ±0.2 mm, depending on the manufacturing process.
--Alnico Magnets:
- Sintered Alnico: Tolerances after machining are typically around ±0.05 mm to ±0.1 mm. Alnico is less brittle than other sintered magnets, allowing for easier machining.
- Cast Alnico: Generally, less precision is achievable, with tolerances ranging from ±0.1 mm to ±0.2 mm, depending on the casting process and post-processing.
Electrical Discharge Machining and Mold Pressing
Wire EDM (Electrical Discharge Machining) and mold pressing are two distinct manufacturing processes used for producing precise parts and components, each with its own set of advantages and applications. Here’s an overview of the tolerance limits of these magnet processes:
1. Wire EDM (Electrical Discharge Machining)
 [1]
[1]
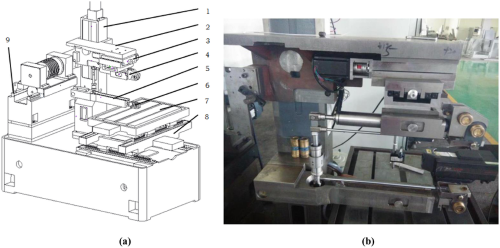
Wire EDM is a non-traditional machining process that uses a thin, electrically charged wire to cut through electrically conductive materials. The process involves using electrical sparks to erode material along the desired path, allowing for highly precise and intricate cuts.
- High Precision: Wire EDM can achieve extremely tight tolerances, often in the range of ±0.005 mm to ±0.02 mm, making it ideal for producing complex geometries and fine details.
- Complex Shapes: The process allows for the creation of intricate shapes and contours that would be difficult or impossible to achieve with traditional machining methods.
- No Mechanical Stress: Since the process doesn’t involve direct contact between the tool and the workpiece, there is minimal mechanical stress on the material, which is particularly important for brittle or delicate materials like sintered magnets.
- Wide Material Range: Wire EDM can machine a variety of materials, including hard metals, alloys, and even certain ceramics, as long as they are electrically conductive.
2. Mold Pressing
Mold pressing, also known as compression molding, is a process used to shape materials by pressing them into a mold under high pressure. This process is widely used for producing parts from powdered materials, such as ceramics, metals, and bonded magnets.
- Mass Production: Mold pressing is ideal for producing large quantities of parts with consistent shapes and dimensions, making it cost-effective for mass production.
- Dimensional Accuracy: The process can achieve good dimensional accuracy, with typical tolerances ranging from ±0.05 mm to ±0.2 mm, depending on the material and mold design.
- Material Versatility: Mold pressing can be used with a wide range of materials, including metal powders, ceramics, and polymer composites, allowing for the production of diverse parts.
- High Density and Strength: For materials like magnets, mold pressing can produce parts with high density and strength by optimizing the pressing pressure and sintering process.
3. Comparison of Wire EDM and Mold Pressing
- Precision: Wire EDM offers much higher precision and is suitable for intricate and complex geometries, while mold pressing is more effective for producing large quantities of parts with good, but not as tight, tolerances.
- Material Flexibility: Mold pressing is versatile in terms of the materials it can process, including non-conductive powders, while Wire EDM is restricted to electrically conductive materials.
- Application Suitability: Wire EDM is best for low to medium-volume production of high-precision components, whereas mold pressing is ideal for high-volume production where consistency and cost-effectiveness are key.
Conclusion
The tolerance limits for magnets vary depending on the manufacturing process (bonding or sintering) and the specific type of magnet. Bonded magnets generally offer more flexibility and easier machining with looser tolerances, while sintered magnets provide higher magnetic performance but require more careful handling and precise machining methods to achieve tighter tolerances.
Understanding these factors is crucial for selecting the right magnet and machining process. Hope that you can get the perfect magnet products at Stanford Magnets for your project and research. For more expertise, please check our homepage.
Reference:
[1] Wang, Yesong & Cui, Ziyue & Kang, Yuzhu & Jia, Zhixin & Liu, Jiang & Lyu, Changhuai. (2022). Analysis of tool attitude error for a steep taper wire-cut electrical discharge machines using multibody approach. The International Journal of Advanced Manufacturing Technology. 124. 1-16. 10.1007/s00170-022-09159-3.