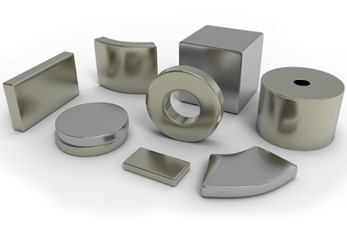
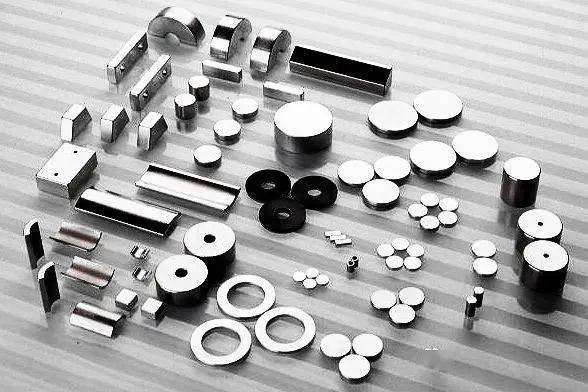
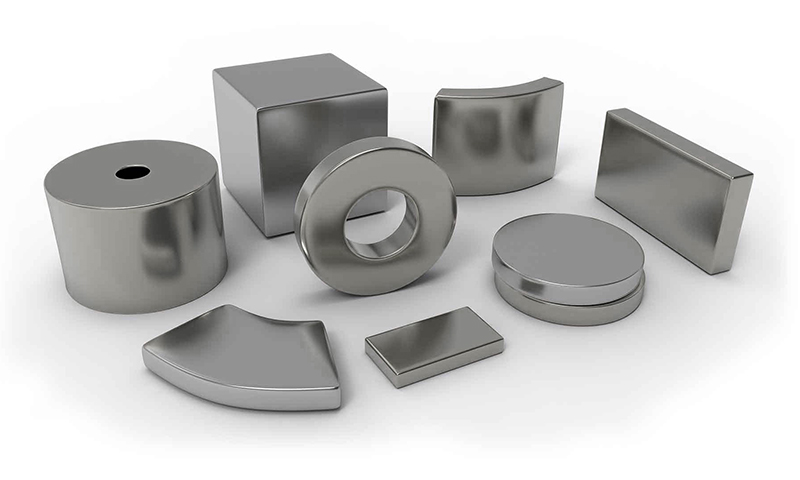
Amazing High Corrosion Resistant NdFeB Materials
As an important part of the new material industry, the rare earth permanent magnetic material, especially the NdFeB industry, has also entered a critical development period; as an important component of the new material, the rare earth permanent magnet has also entered a critical development period. Earth permanent magnet materials are widely used in energy, transportation, machinery, medical, IT, household appliances and other industries. As the third generation rare earth permanent magnet, NdFeB has high performance and price ratio, so it has been developing rapidly in recent years in the fields of scientific research, production, and application. The development of the knowledge economy, represented by information technology, has brought new uses for the rare earth magnet, NdFeB industry, and other functional materials. This brings a broader market prospect for the NdFeB industry. NdFeB magnets are mainly used in VCM, MRI, and all kinds of audio and video equipment, microwave communication, magnetic machinery (magnetic pump, magnetic valve), and household appliances.
 With the increasing demand for environmental protection in the world, the application of NdFeB in seawater environments is expanding, but the corrosion resistance of NdFeB magnets is also higher. Therefore, the application of innovative high corrosion resistant NdFeB magnets must be continuously developed for the derivation of new markets. Given the purpose of developing high corrosion-resistant NdFeB materials, the experts have developed a new kind of NdFeB magnetic materials with low cost, good corrosion resistance, and ultra-low weight loss. New technology formula: component and quality percentage is Nd: 23% to 30%, Dy: 0.5% to 8%, T1:0.2% to 0.5%, Co: 2.5% to 4%, Nb: 0.2% to 3.8%, Cu: 0.05% to 0.7%, Ga: 0.01% to 0.9%, B: 0.6% to 1.8%, and the rest is Fe.
With the increasing demand for environmental protection in the world, the application of NdFeB in seawater environments is expanding, but the corrosion resistance of NdFeB magnets is also higher. Therefore, the application of innovative high corrosion resistant NdFeB magnets must be continuously developed for the derivation of new markets. Given the purpose of developing high corrosion-resistant NdFeB materials, the experts have developed a new kind of NdFeB magnetic materials with low cost, good corrosion resistance, and ultra-low weight loss. New technology formula: component and quality percentage is Nd: 23% to 30%, Dy: 0.5% to 8%, T1:0.2% to 0.5%, Co: 2.5% to 4%, Nb: 0.2% to 3.8%, Cu: 0.05% to 0.7%, Ga: 0.01% to 0.9%, B: 0.6% to 1.8%, and the rest is Fe.
 The following steps are included:
The following steps are included:
S1: smelting: the raw material is melted into a vacuum flinging furnace and completely melted into a shedding plate with a thickness of 0.1mm-0.5mm.
S2: pulverizing: the flakes obtained by step S1 are placed in a hydrogen crushing furnace, and then the hydrogen pulverized furnace is filled with hydrogen until the furnace pressure reaches 0.1-0.5Mpa, then the hydrogen valve is closed, and the hydrogen broken furnace is heated to 500 C_700 degrees C for 2_8 hours, and the dehydrogenate flakes are made in the air mill and the particle size is 1-10ym. Then add antioxidant organic additives to the powder for 30-90 minutes.
S3: molding: the mixing powder is placed in the molding press mold with magnetic field orientation, after orientation pressing, demagnetization, and vacuum encapsulation, the vacuum encapsulated blank is put into the static press for 100-250Mpa and 2_6 minutes after being pressed.
S4: sintering: the raw blank obtained by step S3 is put into the sintering furnace for 3-8 hours at the temperature of 1050 degree C-1200 C, and the air cooling is then tempered for 0.5-3 hours under 750-950 degree C, and the blank after the air cooling is heated up to 400-700 degree C after tempering for 2-6 hours to get the finished product.
The new technology has the following advantages:
1. with the combination of titanium, gallium, and cobalt in the formula, the corrosion resistance of the material is greatly improved by optimizing the production process and formula. At the same time, gallium can replace the part of the rare earth element dysprosium in the material, reducing the cost of 3% to 5%.
2. Under the conditions of three atmospheric pressure, temperature 132 C and relative humidity 100%, NdFeB magnetic materials are less than 0.04mg/cm2, and it can still be used normally in the bad environment such as sea water and widens the use category of NdFeB material.