How Industrial Magnets Are Manufactured
Industrial magnets are precisely engineered materials produced through carefully controlled metallurgical and ceramic processes to achieve specific magnetic, thermal, and mechanical properties. The manufacturing methodology varies dramatically depending on the magnet type, with each category serving distinct industrial applications.
Let's check out the specific manufacturing processes for the four primary industrial magnet families—neodymium iron boron (NdFeB), samarium cobalt (SmCo), ferrite, and alnico.
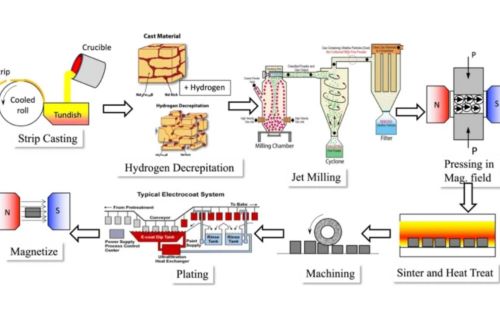
Fig.1 Sintering and Casting of Permanent Magnets [1]
Neodymium Iron Boron (NdFeB) Magnets: The Powerhouse Manufacturing Process
NdFeB magnets, including the powerful N52 grade, are manufactured via two primary routes: sintering and bonding.
Sintered NdFeB (The Standard Method):
- This complex process begins with precise weighing of raw materials—neodymium, iron, boron, and often dysprosium or terbium to enhance temperature resistance. These elements are melted together in a vacuum induction furnace at approximately 1,400°C to form an alloy ingot.
- The ingot is then jet-milled into a fine powder (3-5 microns) under inert nitrogen or argon atmosphere to prevent oxidation—a critical step, as neodymium oxidizes rapidly.
- This powder is aligned in a magnetic field (oriented perpendicular to the pressing direction), then compacted using isostatic pressing. The "green" compact undergoes sintering in a vacuum furnace at 1,080-1,100°C, where particles fuse without melting.
- Finally, the magnet is heat-treated (aged), machined to precise tolerances using diamond tools, coated (with nickel, zinc, epoxy, or gold), and magnetized in extremely powerful pulsed fields up to 50 kOe.
Bonded NdFeB:
Here, the magnetic powder is mixed with a polymer binder (epoxy, nylon) and formed via compression molding, injection molding, or extrusion. This method allows for complex shapes but yields lower magnetic strength.
Related reading: Bonded NdFeB Magnets vs Sintered NdFeB Magnets
Samarium Cobalt (SmCo) Magnets: The High-Temperature Specialist
Samarium cobalt magnets come in two series (SmCo5 and Sm2Co17), with the latter being more common industrially.
- Manufacturing follows a similar powder metallurgy route to sintered NdFeB but with crucial differences. The raw materials—samarium (often from China, which dominates supply) and cobalt—are melted in a vacuum or argon atmosphere.
- The resulting alloy is crushed and milled into single-domain particle sizes.
- After magnetic alignment and pressing (often using isostatic pressing for better orientation), sintering occurs at 1,200-1,300°C.
- A critical differentiator is the lengthy solution heat treatment at 1,150-1,200°C followed by slower aging at 800-900°C, which develops the precipitate microstructure responsible for SmCo's exceptional coercivity.
- Final steps include grinding, slicing, and coating—typically with aluminum or epoxy for corrosion protection.
Ferrite (Ceramic) Magnets: The Economical Workhorse
Ferrite magnets, composed of iron oxide (Fe2O3) combined with strontium or barium carbonate, are manufactured using ceramic processing techniques.
- The raw materials are precisely weighed and wet-mixed before being calcined (pre-sintered) at 1,100-1,300°C to form the hexagonal ferrite structure.
- The resulting material is milled into slurry, then formed using several methods: dry pressing (for simple shapes), wet pressing in a magnetic field (for oriented anisotropic magnets), or extrusion (for complex shapes like arcs).
- The pressed components are sintered at 1,100-1,250°C in continuous tunnel kilns—a more energy-intensive process than for rare-earth magnets.
- After sintering, the hard, brittle magnets are ground with silicon carbide wheels to achieve dimensional accuracy. No metallic coating is needed as ferrites are naturally corrosion-resistant.
Alnico Magnets: The Classic Alloy
Alnico magnets represent one of the oldest industrial magnet technologies, composed primarily of aluminum, nickel, and cobalt with iron and copper. Two manufacturing methods exist:
Cast Alnico:
- The alloy is melted in a coreless induction furnace at approximately 1,500°C and poured into sand or shell molds.
- The casting is then heat-treated in a precisely controlled magnetic field (field annealing) at 800-1,000°C, followed by tempering.
- This field treatment aligns the microstructure's magnetic domains, creating anisotropic magnets with directional properties.
Sintered Alnico:
Finely powdered constituents are compacted in dies, sintered in hydrogen atmosphere at 1,300°C, then heat-treated similarly to cast versions. This method allows closer tolerances but yields slightly lower magnetic properties.
The Final Stages: Finishing and Quality Control
Regardless of type, all industrial magnets undergo rigorous finishing and testing. Machining (slicing, grinding, drilling) requires specialized diamond-plated or CBN tools due to material hardness. Coating processes vary from electroplating (for NdFeB) to spray coating (for ferrites). Every production batch undergoes comprehensive testing including:
- BH Tracer Analysis to verify the demagnetization curve
- Gauss Meter Measurements for surface field strength
- Coating Thickness Tests (for coated magnets)
- Environmental Testing including thermal cycling and salt spray corrosion testing
Conclusion
Industrial magnet manufacturing represents a perfect synergy between material science and precision engineering. From the ultra-high-vacuum furnaces producing rare-earth magnets to the continuous tunnel kilns firing ferrites, each process has been optimized over decades to extract maximum performance from fundamentally different materials.
Reference:
[1] Cui, J., Ormerod, J., Parker, D. et al. Manufacturing Processes for Permanent Magnets: Part I—Sintering and Casting. JOM 74, 1279–1295 (2022).