The Production of NdFeB Magnets
The NdFeB magnets are manufactured with the alloy of Neodymium-Iron-Boron and a small amount of added ingredients such as Dysprosium and Praseodymium, which can help increase the corrosion resistance of the products. The actual chemical compositions differ from the actual magnet grades. An example of composition is given below:
Typical Composition of NdFeB Alloy
| Main Elements within NdFeb | Wight Percentage |
| Neodymium(Nd) | 29% - 32% |
| Iron (Fe) | 64.2% - 68.5% |
| Boron (B) | 1.0% - 1.2% |
| Aluminum (Al) | 0.2% - 0.4% |
| Niobium (Nb) | 0.5% - 1% |
| Dysprosium (Dy) | 0.8% - 1.2% |
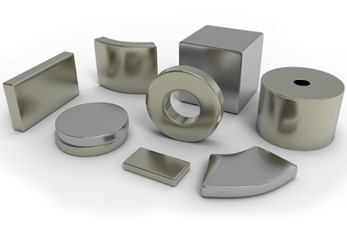
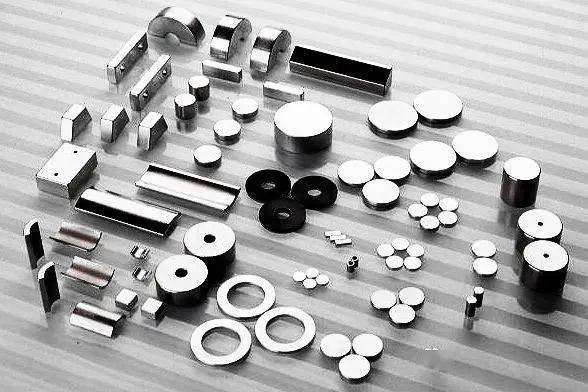
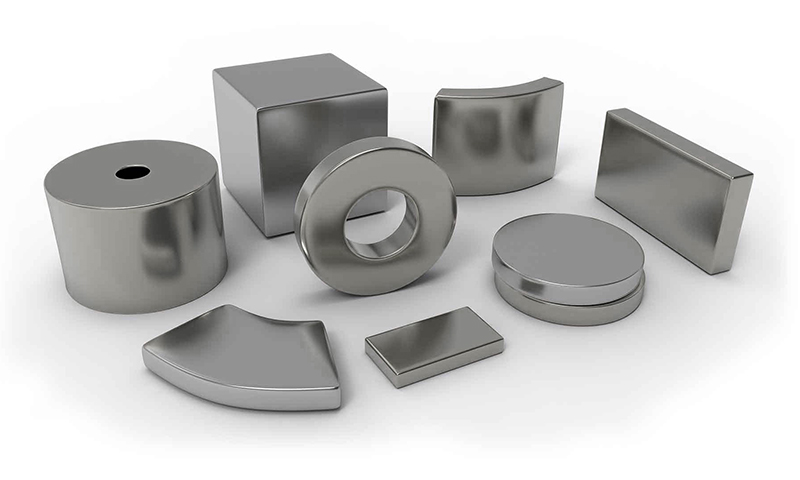
The most common commercial NdFeB magnets are of the sintered type, which displays stronger magnetic force and better performance than other types. The general manufacturing process is shown as follows:
Ore Separation/Refinement: High-purity Rare-earth oxides are separated and refined in an electrolytic furnace.
Raw Material Measurement: Neodymium, Iron, Boron, and other addictives are measured according to the preferred element composition.
Melting to Create Alloy In Furnace: The measured elements are mixed and fed into the Vacuum Induction Furnace and melted into the alloy.
Alloy Pulverization into Fine Powder: After the melting step, the obtained alloy is pulverized into fine powders that are several microns in size. To avoid oxidation, the small powders are protected by nitrogen and argon.
Powder Press in Magnetic Field: The powders are pressed into shape in a magnetic field to obtain a preferred magnetization direction. Through this process, we achieve magnetic anisotropy.
Two methods of pressing exist: perpendicular pressing in a perpendicular magnetic field and parallel pressing in a parallel field. Given a certain grade of the magnet, the perpendicular-pressed magnet will have a higher performance than the parallel-pressed one. However, ring magnets must be pressed with the parallel method.
"Green" Magnet Sintering/Aging: The pressed working piece receives heat treatment in a sintering furnace. The density of the green magnet before sintering is about 50% of true density but after sintering, the density will be 100%. Through this process, the magnet's volume is reduced by about 50%.
Final Machining and Plating: In this step, the magnet gets the final machining and is also coated with Ni-Cu-Ni or other plating.
Magnetic Properties Inspection: Key measurements include remnant flux density, coercivity, and maximum energy product. Only those magnets that pass the inspection are sent to subsequent processes including machining and assembly.